Gluing Cells in a Battery Pack: Heat, Swelling, and Long-Term Reliability
Gluing cells is a normal step in battery pack assembly. Most modern packs use adhesive between the cells and the enclosure. However, gluing cells actually means two different jobs, not one. One material moves heat. Another material holds the pack together. Mixing up those two jobs is where most long-term problems start.
| Quick Answer Gluing cells covers two different materials with opposite jobs. One is a soft, compressible thermal interface material (TIM) that carries heat away from cells. The other is a rigid structural adhesive that holds the pack together.Done correctly, gluing cells is safe and durable for the life of the pack. That means a controlled bond-line thickness, void-free contact, and room for swelling. Lithium cells swell 3–10% as they age.Done incorrectly, gluing cells can trap heat between cells. It can also crack under swelling stress. That happens when one adhesive covers both jobs, or when it’s spread across a cell’s full face with no room to expand. |
Why Battery Packs Use Adhesives at All
Cell bonding didn’t replace bolts and brackets by accident. Pack designs moved from cell-module-pack layouts toward cell-to-pack and cell-to-chassis layouts. Adhesives took on jobs that used to need dozens of fasteners. For example, they join dissimilar materials such as steel, aluminum, and composite housings. A continuous bond line also damps vibration better than point contacts. In the most advanced designs, the cells themselves add stiffness to the enclosure. As a result, the pack becomes lighter, simpler, and often more energy-dense.
That shift is exactly why gluing cells deserves more scrutiny than it usually gets. One bond line now holds cells in place. It also moves heat. And it has to tolerate swelling, all at the same time. Consequently, getting the material or the process wrong causes one of three problems later: hot cells, cracked bonds, or a pack nobody can take apart.
The Two Jobs Behind Gluing Cells
Thermal interface materials and gap fillers
Thermal interface materials, or TIMs, are soft silicone or polyurethane pads, or dispensed pastes. They fill the microscopic air gaps between cells, modules, and cold plates. That gives heat a continuous path out, instead of an insulating air pocket. TIMs are built to be compliant, not strong. Gap fillers typically carry lap-shear strength below about 7 MPa. That’s far short of what’s needed to hold a cell in place. Their only job is heat transfer, so manufacturers keep them soft on purpose.
Structural adhesives used for gluing cells
Structural adhesives are the ones actually holding the pack together. They replace or support welds and fasteners. Epoxies bring high strength and chemical resistance. Toughened acrylics cure fast and resist peel and impact. Polyurethanes absorb vibration. They also tolerate the mismatched thermal expansion between metal housings and cell holders. A newer category, thermally conductive structural adhesive, tries to do both jobs in one material. That combination is a real trade-off, not a free upgrade. Pushing thermal conductivity up with more filler content tends to make the adhesive brittle. It also gets harder to dispense evenly.
How Gluing Cells Affects Heat Between Cells
Why an air gap traps heat
Every cell generates heat internally during charge and discharge. Neighboring cells in a tight module raise the stakes. Without a real thermal path between them, heat concentrates in the pack’s interior. It also builds up at poorly ventilated corners.
That’s the same mechanism behind the temperature spread covered in our guide to NMC vs. LFP thermal safety. For instance, a poorly managed corner of a rack can run 10–15°C hotter than the rest. The hottest cells age fastest. That pattern drags down the whole pack’s usable capacity, as covered in how temperature affects LiFePO4 cycle life.
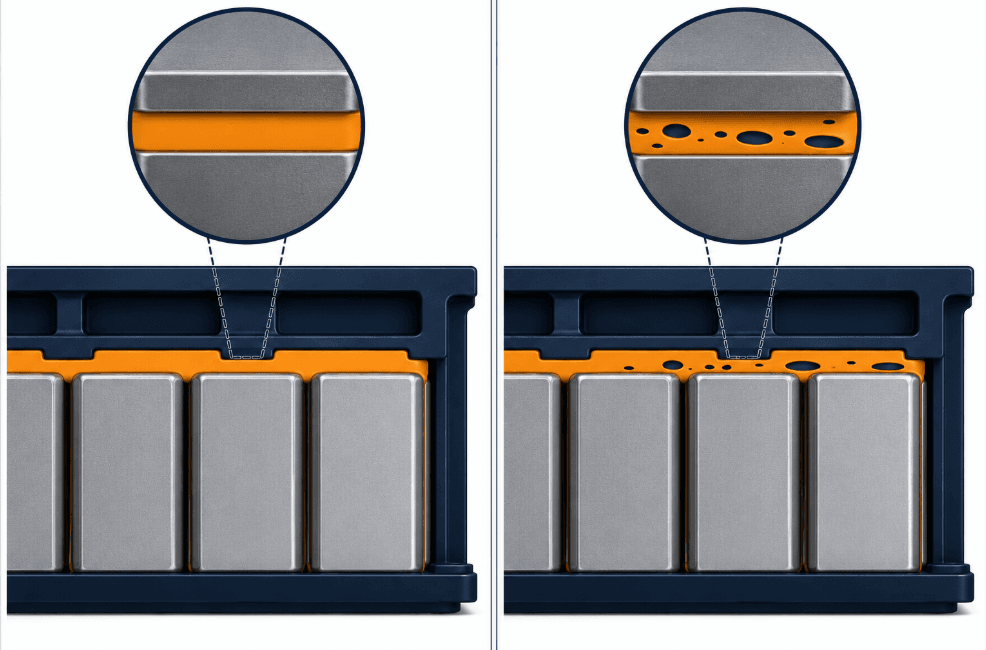
An air gap between cells conducts heat poorly. So the material occupying that space does real thermal work, not just holding parts together. Displacing that air with a void-free, well-wetted TIM is what actually moves heat toward the cooling plate.
Why bond-line quality beats the datasheet number
Here’s the counterintuitive part: the conductivity number on a datasheet doesn’t predict real-world performance well. In one documented case, a 1.2 W/mK gap filler outperformed a 3.0 W/mK material at the pack level. The lower-conductivity material wet out the surfaces more completely. It also held consistent contact under compression. Meanwhile, a high-conductivity material applied with a thick or uneven bond line will underperform a lower-conductivity material applied well.
The same logic applies on the structural side. Structural adhesives usually conduct heat worse than purpose-built TIMs. A pack that relies on one universal adhesive for both jobs compromises on both. Separating the two zones keeps each material doing the job it was built for. Use a compliant TIM between cells and the cooling plate. Confine the structural bond to a smaller footprint, such as dots or beads, at the pack frame.
How Cell Swelling Affects Gluing Cells
Why cells swell
Lithium cells physically change volume as they cycle. Pouch and prismatic cells commonly swell 3–10% by volume as the graphite anode expands during normal charging. That swelling compounds with age. Gas generation and irreversible capacity fade set in over years of service. Therefore, a pack design that ignores this treats swelling as an afterthought, not a real load case.
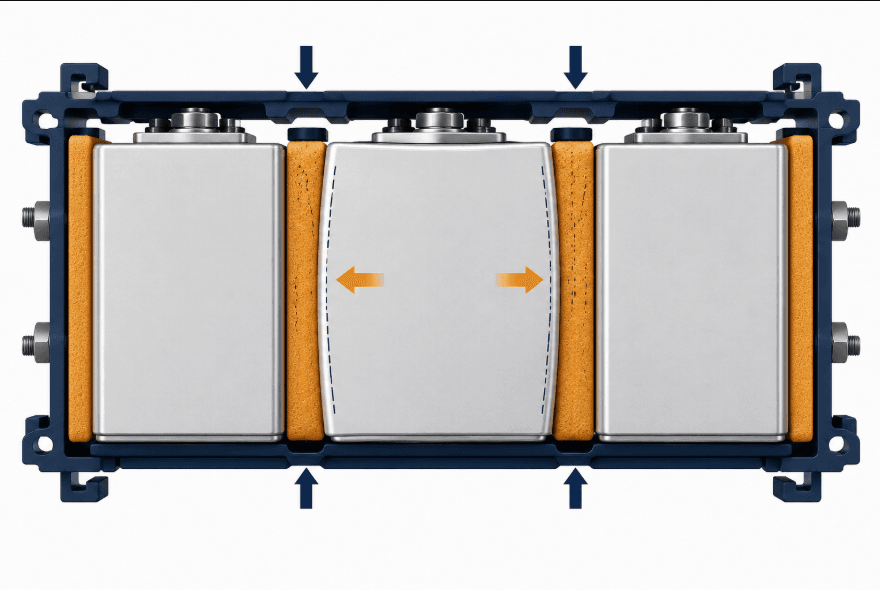
The standard fix is mechanical, not adhesive. Compressible buffering elements sit between cells: gap pads, foam interlayers, or engineered compression pads. They accommodate expansion under a defined, controlled pressure over the pack’s full life. They also spread pressure more evenly across the stack. Engineers pick these materials for low creep and stable restitution. A pad that permanently deforms under years of cyclic compression stops doing its job long before the pack reaches end of life.
Why rigid gluing cells fails under swelling
This is where rigid gluing cells becomes a real failure mode. Picture a hard, fully cured structural adhesive spread across the whole face of a cell. Instead of accommodating expansion, it resists it. As the cell pushes against an unyielding bond line, stress concentrates at the casing and the electrode stack. The outcome can be casing deformation, internal delamination, or a cracked bond. That failure often happens at the exact moment good thermal contact matters most. It’s partly why engineers apply elastomeric adhesive as dots or beads instead of full-face coverage. A bead can stretch locally with the cell, instead of resisting it uniformly.
Is Gluing Cells Good for Long-Term Use, or a Problem?
Both, depending on how engineers design it. The honest answer isn’t a blanket yes or no.
What gluing cells gets right, long-term
- Fewer parts and less weight than bolted or bracketed designs, without giving up structural stiffness
- A continuous bond line damps vibration better than point-contact fasteners, cutting fatigue-driven loosening over years
- A properly applied TIM closes the thermal gap that air leaves open, improving temperature uniformity rather than degrading it
- Enables higher energy density cell-to-pack designs that frames and fasteners alone can’t match
Where gluing cells creates long-term liabilities
- Disassembly for failure investigation or repair gets slow and hazardous. Teardown around cells sensitive to thermal runaway carries real risk
- End-of-life recycling gets harder too. Adhesive bonds are a well-documented obstacle to cell-level disassembly for direct recycling
- Some silicone-based TIMs outgas or migrate over years of thermal cycling. That’s why designers increasingly specify low-migration formulations near electrical contacts
- A pack with no mechanical backup has no fallback. If a bond line degrades or disbonds from swelling stress over 10–15 years, nothing else holds the cell in place
Because of these trade-offs, the industry trend points toward keeping the benefits of gluing cells. At the same time, it builds in a path back out. That means adhesives designed for controlled debonding. It also means layouts that keep some mechanical retention as backup, instead of relying on the bond line alone.
Best Practices for Gluing Cells to Avoid These Problems
Separate the TIM zone from the structural zone
Don’t ask one adhesive to be both the heat path and the load path. Instead, use a compliant, thermally conductive gap filler between cells and the cooling plate. Confine structural bonding to a smaller footprint. Size it for the actual mechanical load, not the full cell face.
Control bond-line thickness
Specify and verify a controlled, thin, void-free bond line. Don’t just trust the conductivity number on a datasheet. A well-wetted, void-free interface at moderate conductivity consistently beats a high-conductivity material with air pockets or an uneven bond line.
Build swelling into the design, not just the adhesive
Treat swelling as its own load case. Use a compression pad with a defined force-deflection curve and low long-term creep. Don’t assume an adhesive bead will simply stretch forever. Where adhesive does touch cell faces, keep it in small, discrete beads. These can flex locally instead of forming one rigid full-face bond.
Match adhesive chemistry to the job
- Epoxy: highest strength and chemical resistance, but rigid and brittle unless toughened. Use it where strength matters more than compliance
- Acrylic: fast cure with good peel and impact resistance, which helps where production throughput matters
- Polyurethane: absorbs vibration and tolerates thermal-expansion mismatch, often the better default for anything bonded directly to a cell
- Silicone: highly compliant across a wide temperature range, the default for TIM pads and pastes. Confirm the formulation is low-migration near electrical contacts
Design for disassembly
Keep a mechanical fastening option at key access points where full structural bonding isn’t strictly required. Or specify a debonding-capable adhesive instead. This approach costs more up front. But it gives up little in performance. Over time, it turns a multi-hour, higher-risk teardown into a manageable service or recycling job.
Verify, don’t assume
Run pull tests. Inspect for voids with ultrasound or CT scanning. Use thermal imaging on prototype packs. These checks catch the gap between what a datasheet promises and what the dispensing process actually delivered. Bond-line quality is a process outcome, not just a material choice.
Key Takeaways on Gluing Cells
| Question | Short Answer |
|---|---|
| Does gluing cells cause heat buildup? | Only with the wrong adhesive, voids, or a thick bond line. The right TIM lowers cell-to-cell temperature spread versus an air gap. |
| Does gluing cells survive swelling? | Rigid, full-face structural adhesive doesn’t. Compressible pads plus small adhesive beads do. |
| Can a pack with glued cells be repaired? | Harder than a bolted pack, but manageable with the right adhesive and access points designed in from the start. |
| Is gluing cells bad for long-term use? | Not inherently. The failures come from using one adhesive for every job, not from gluing cells itself. |
Frequently Asked Questions About Gluing Cells
Does gluing cells make a battery pack run hotter?
Not with the right material in the right zone. A properly applied TIM displaces the air gap between cells and the cooling plate. That generally improves temperature uniformity compared with an unfilled air gap. However, heat buildup happens when a poorly conductive structural adhesive sits across a thermal path. It also happens when the TIM has voids or an uncontrolled bond-line thickness.
How much do cells actually swell?
Pouch and prismatic lithium cells commonly swell 3–10% in volume through normal cycling. Add more irreversible swelling as cells age and generate gas over years of service. As a result, pack mechanical design needs to treat this as a real load, not a rounding error.
Can a pack with glued cells be repaired or recycled?
Yes, but adhesive bonds are a well-documented obstacle. They make cell-level disassembly harder for repair, failure investigation, and direct recycling. That said, packs with debonding-capable adhesives or a mechanical backup are far easier to service and recycle than fully bonded designs with no fallback.
Is silicone or epoxy better for gluing cells?
They suit different jobs. Silicone is the default for compliant thermal pads and pastes, because it stays soft across a wide temperature range. Epoxy is stronger and more chemically resistant, which makes it common for structural bonding. Because epoxy stays rigid unless toughened, keep it away from surfaces that swell or flex.
Is mechanical fastening better than gluing cells?
Mechanical fastening allows easy disassembly. It also adds no cure-related risk. However, it typically has higher electrical resistance at the joint. It can loosen under vibration, and it adds bulk that works against energy density. Because of this, most modern packs mix both methods: fasteners or welds for electrical connections, and adhesive for thermal and structural bonding.
Further Reading
- Cell Temperature Gradients and NMC vs. LFP Thermal Safety
- Impact of Temperature on LiFePO4 Battery Cycle Life
- Understanding BESS Specifications: The Complete Guide
- BMS for LiFePO4 Batteries: Requirements and Parameters
- UL 9540A Test Method for BESS Manufacturers
- Charging Temperature: The Overlooked Factor in Battery Datasheets
- Adhesives Technology for EV Batteries — BatteryTech Online
- Beyond the Bond: Advanced EV Battery Pack Adhesives — eMobility Engineering
- Designing a Battery Pad for Li-Ion Pouch Cells — Stockwell Elastomerics
- Adhesive Bonding in Automotive Battery Pack Manufacturing and Dismantling — Discover Mechanical Engineering