Battery Pack Busbar Welding: Laser vs Ultrasonic vs Resistance Welding
| ⚡ Quick Answer: Which Busbar Welding Method Is Best? Battery pack busbar welding uses three main methods: laser, ultrasonic, and resistance welding. Overall, laser welding gives the strongest, lowest-resistance joint and suits high-current packs. By contrast, ultrasonic welding avoids melting the metal, which makes it a strong fit for thin foils and aluminum. Resistance welding costs less to set up, but it tolerates dissimilar, highly conductive metals less well at scale. Ultimately, the right choice depends on your busbar material, current load, and production volume. |
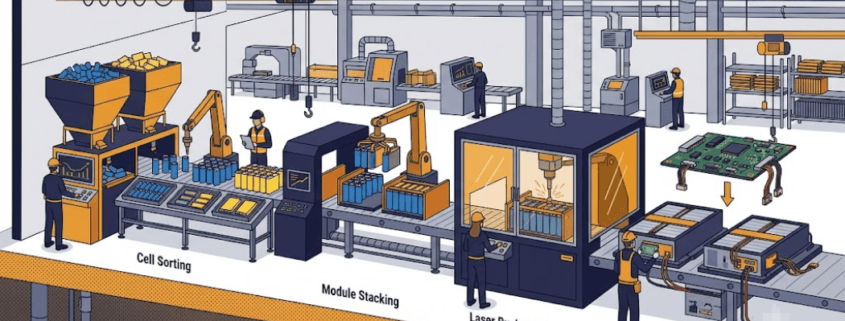
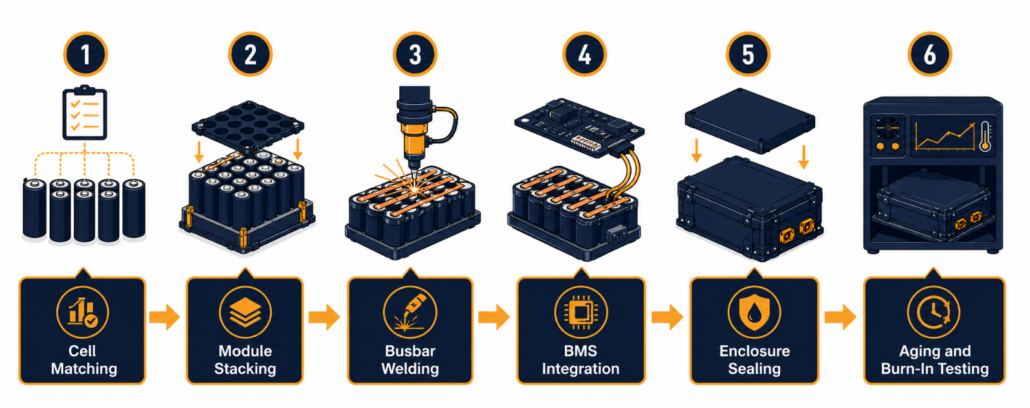
1. Why Battery Pack Busbar Welding Quality Determines Pack Reliability
Battery pack busbar welding turns individual cells into an electrically connected string. Every joint in that string carries real current, often 200 amps or more in a BESS pack. A single weak weld raises resistance at exactly the point where the pack can least afford it.
Peer-reviewed research on tab-to-busbar joints backs this up. One study in the journal Batteries found that resistance and temperature rise at a weld joint varied by material choice and weld parameters. In short, busbar welding is not a cosmetic step. Instead, it is an engineering decision with real safety and performance consequences. Below, the sections cover busbar types first, then compare the three welding methods manufacturers actually use.
2. Types of Battery Pack Busbars: Material, Size, and Thickness
Copper vs. Aluminum: The Core Material Choice
Busbar choice starts with the metal. Copper carries current more efficiently than aluminum. As a result, a copper busbar can run thinner than an aluminum busbar rated for the same current. A 300A pack, for example, might use a 3mm-thick copper bar. An aluminum bar for the same job would need to be about 5mm thick.
However, aluminum costs less. It also weighs about half as much as copper at equal current rating. That is why some large-format packs use it despite the bulkier cross-section. On the other hand, aluminum forms a natural oxide layer that raises joint resistance if it is not managed. This is one reason ultrasonic welding, which does not melt the metal, pairs well with aluminum busbars.
Why Nickel-Plated Copper Is Standard for Lithium Packs
For lithium battery packs specifically, nickel-plated copper is the most common busbar choice. The nickel layer resists corrosion. It also helps the busbar hold a stable, low resistance across thousands of thermal cycles. Because copper melts predictably under a controlled beam, nickel-plated copper busbars suit laser welding well. In addition, they weld cleanly with ultrasonic methods on thinner gauges. Overall, this material choice is one of the first decisions in any battery pack busbar welding project.
Matching Busbar Thickness to the Battery Pack Busbar Welding Method
Thickness follows current, not cell format. Many LiFePO4 prismatic cells use busbars around 25mm wide. Their thickness scales with the amperage the joint has to carry. Generally, thin busbars under roughly 3mm favor ultrasonic welding, since there is little material to melt safely. By contrast, thicker busbars above 3mm favor laser or resistance welding, since they can absorb more heat without damage. Getting this pairing right is a core part of planning battery pack busbar welding before production starts.
Overall, the table below summarizes how material and thickness map to welding method.
| Busbar Type | Typical Thickness | Best Welding Match | Why |
|---|---|---|---|
| Bare or tinned copper | 2-6 mm | Laser or resistance | Best conductivity; carries high current in a thin profile |
| Nickel-plated copper | 2-5 mm | Laser or ultrasonic | Standard for lithium packs; corrosion resistance plus a stable, low-resistance weld |
| Aluminum | 4-10 mm | Ultrasonic | Needs a larger cross-section; oxide layer favors a non-melting method |
| Copper-aluminum transition | Varies | Specialized ultrasonic or bonded | Prevents galvanic corrosion where dissimilar metals meet |
3. Laser Welding for Battery Pack Busbars
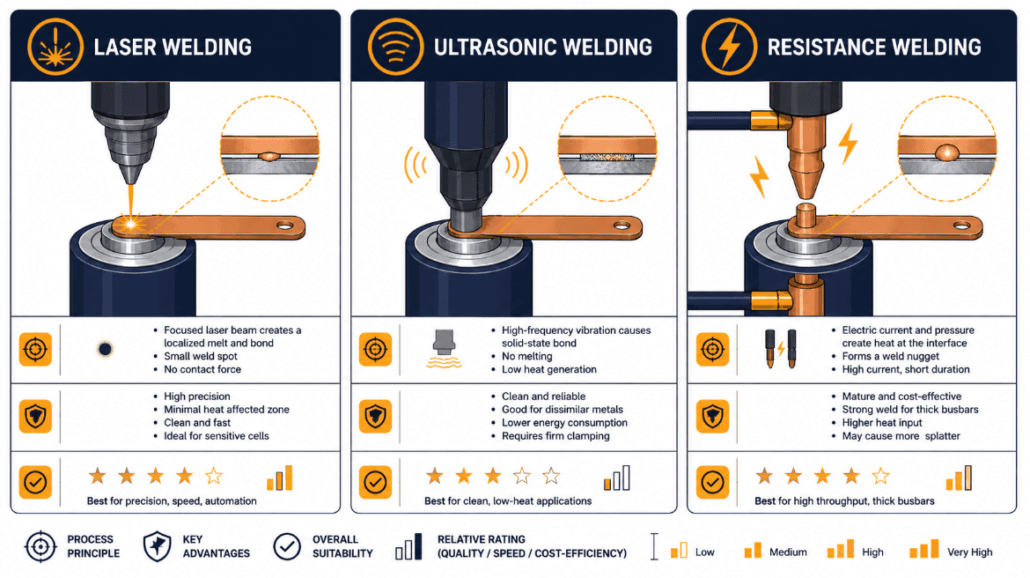
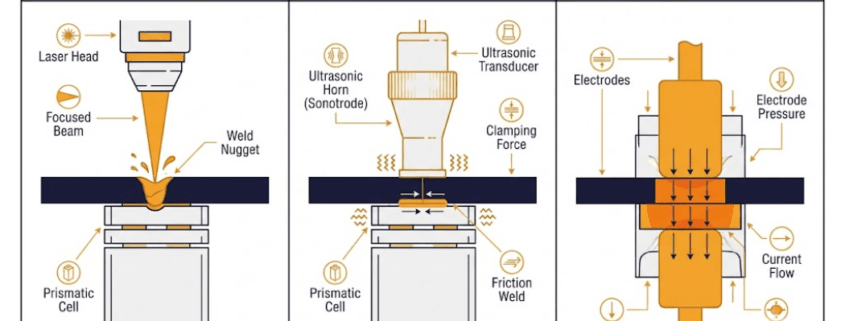
Laser welding uses a focused, high-energy beam to melt and fuse the busbar to the cell terminal. The joined metal resolidifies almost instantly. As a result, there is very little time for oxygen or contaminants to weaken the weld.
Overall, this method produces deep, strong joints, sometimes reaching close to the strength of the base metal. It also creates a smaller weld spot than ultrasonic welding, which allows tighter cell packing. However, laser systems cost more upfront. In addition, the process needs tight control over spot size, power, and scan speed, since a poorly tuned laser can damage nearby cells.
4. Ultrasonic Welding for Battery Pack Busbars
Ultrasonic welding joins metal without melting it. Instead, mechanical vibration creates friction at the joint, bonding the surfaces together. Because there is no melting involved, the heat-affected zone stays small, which protects nearby cells and thin materials.
Consequently, this makes ultrasonic welding a common choice for aluminum busbars and thin foils, where excess heat could easily cause damage. However, the tradeoff is that the bond mostly occurs at the surface, with limited penetration into the material. For very high current paths, manufacturers sometimes need multiple ultrasonic joints where a single laser weld would do the job.
5. Resistance Welding for Battery Pack Busbars
Resistance welding passes a high current through the joint, and the resulting heat fuses the metal together. It is the simplest and least expensive of the three methods. Therefore, some lower-volume or cost-sensitive lines still use it.
That said, resistance welding tolerates dissimilar, highly conductive materials less well at scale. It also generally produces more spatter than laser or ultrasonic methods. For high-reliability BESS packs, most manufacturers reserve resistance welding for less current-critical connections rather than the main busbar string.
6. Laser vs Ultrasonic vs Resistance Welding: A Side-by-Side Comparison
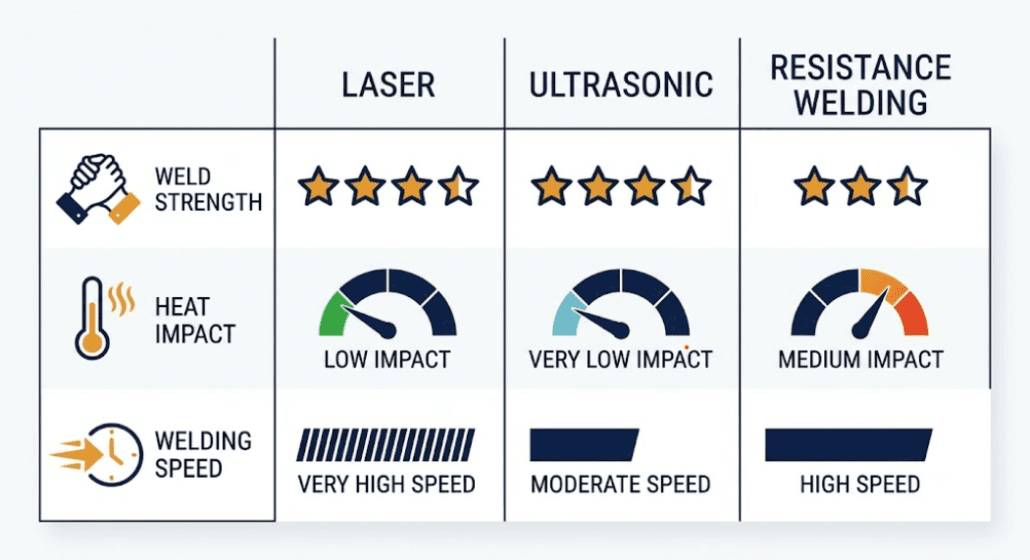
Overall, the table below summarizes how the three methods stack up on the factors that matter most for battery pack busbar welding.
| Factor | Laser | Ultrasonic | Resistance |
|---|---|---|---|
| Joint strength | Up to ~90% of base metal | 85-95% conductivity, surface bond | Moderate, material-dependent |
| Heat impact | Low, tightly controlled | Very low, no melting | Higher, more spatter risk |
| Typical speed | ~50 ms per joint | ~100 ms per joint | Fast, but less precise |
| Best material fit | Copper, nickel | Aluminum, thin foils | Similar, conductive metals |
| Equipment cost | High | Moderate | Low |
7. How Manufacturers Verify Battery Pack Busbar Welding Quality
A weld can look clean and still carry too much resistance. That is why pull-force testing happens right after welding on most production lines. This check confirms that each joint meets a minimum mechanical strength standard before the pack moves forward.
Many manufacturers also retest DCIR after welding, since resistance mismatches introduced at this stage become measurable immediately. In addition, some lines add X-ray inspection or cross-section sampling on a batch basis. This checks weld penetration depth directly, rather than relying on surface appearance alone.
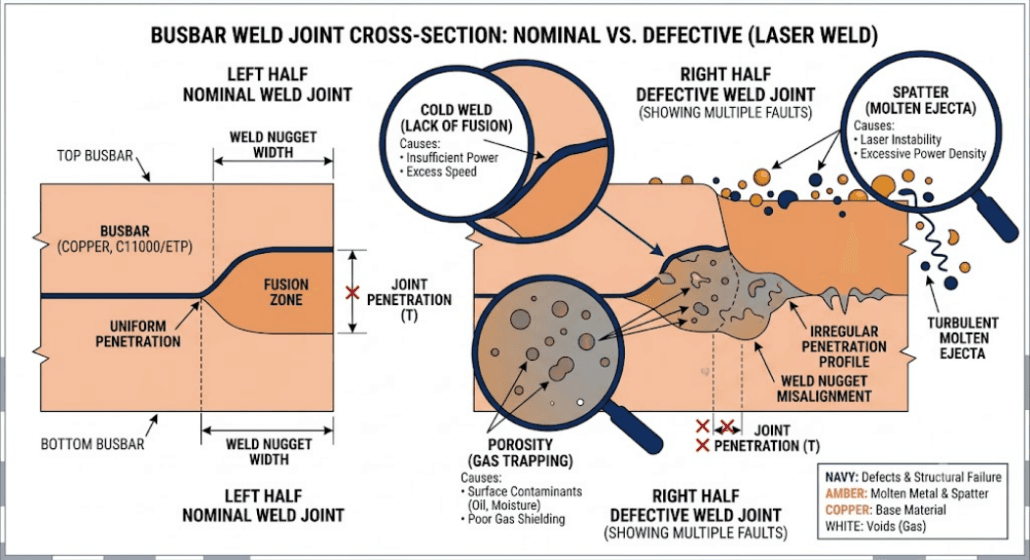
8. Common Busbar Welding Defects and What They Cause
Generally, these defects trace back to one of four causes on the production line.
- Cold welds: too little heat or energy reaches the joint, leaving high resistance behind a surface that still looks connected.
- Spatter contamination: molten particles land on nearby cells or contacts, risking short circuits or corrosion over time.
- Porosity and voids: trapped gas weakens the joint internally, even when the surface passes a visual check.
- Misalignment: a poorly stacked module (see our module stacking guide) creates weld gaps before the welding stage even begins.
9. Questions to Ask About a Manufacturer’s Battery Pack Busbar Welding Process
- Which welding method do you use for busbars, and why did you choose it for this product?
- What busbar material and thickness do you use, and how did you size it for our current rating?
- What pull-force or peel-strength standard does every weld have to meet?
- Do you retest DCIR after welding, and can you share that data for our batch?
- How do you inspect for spatter contamination and porosity, and how often?
Conclusion: Battery Pack Busbar Welding Sets the Electrical Backbone of the Pack
Every welding method involves tradeoffs. Laser welding offers strength and low resistance, at a higher equipment cost. Meanwhile, ultrasonic welding protects heat-sensitive materials, but needs more joints for high current. By contrast, resistance welding costs less, but performs worse on dissimilar, highly conductive metals.
Ultimately, no single method is right for every product. What matters is whether a manufacturer chose their method deliberately. It also matters whether they can prove weld quality with real test data. That, in the end, is the real signal of a controlled battery pack busbar welding process, not the method name on a spec sheet.
| ☀️ Evaluating a Pack Supplier’s Weld Quality? Sunlith Energy reviews welding QC records, pull-force data, and DCIR retest results for BESS projects from 50 kWh upward. Contact us before you finalize a pack supplier. |
Method Comparison at a Glance
| Method | Best For | Watch Out For |
|---|---|---|
| Laser Welding | High-current packs needing deep, strong joints | Higher equipment cost, needs tight process control |
| Ultrasonic Welding | Thin foils, aluminum, low heat-affected zone | Surface-only bond, more joints for high current |
| Resistance Welding | Lower-cost, simpler production lines | Struggles with dissimilar, highly conductive metals |
Frequently Asked Questions About Battery Pack Busbar Welding
What metal is best for a battery pack busbar?
It depends on the application. Copper carries the most current for its thickness, which suits high-current BESS packs. However, aluminum costs less and weighs less, though it needs a larger cross-section for the same current. Overall, nickel-plated copper is the most common choice for lithium packs, since it resists corrosion and welds well.
What is the best welding method for battery pack busbars?
There is no single best method. Instead, laser welding suits high-current packs that need deep, strong joints. Ultrasonic welding, meanwhile, suits thin foils and aluminum, where low heat matters most. Resistance welding fits lower-cost lines joining similar, conductive metals.
Why does battery pack busbar welding matter for safety?
A poor weld raises resistance at the joint. As a result, higher resistance means more heat under load. Over time, that heat can age one section of the pack faster than the rest. In the worst case, a weak joint can fail outright and create a safety event.
How do manufacturers test busbar weld quality?
Most run a pull-force test right after welding, since a joint that looks fine can still carry too much resistance. In addition, many also retest DCIR after welding. Some lines add X-ray or cross-section sampling to check penetration depth on a batch basis.
Is laser welding always better than ultrasonic welding?
Not always. Laser welding generally produces a stronger, lower-resistance joint. However, ultrasonic welding avoids melting the metal entirely, which some manufacturers prefer for thin or heat-sensitive materials. Ultimately, the right choice depends on the busbar material and current load.
What causes a cold weld in battery pack busbar welding?
A cold weld happens when the process delivers too little heat or energy to fully fuse the joint. In addition, contamination, surface oxidation, and misaligned parts can all contribute. The result is a joint that looks connected but carries far more resistance than it should.
Should I ask my battery pack supplier about their welding process?
Yes. Specifically, ask which welding method they use and what pull-force standard they test to. Also ask whether they can share weld QC data for your batch. Overall, a supplier who answers clearly is usually running a controlled battery pack busbar welding process, not just an assembly line.